


产品详情 公司简介
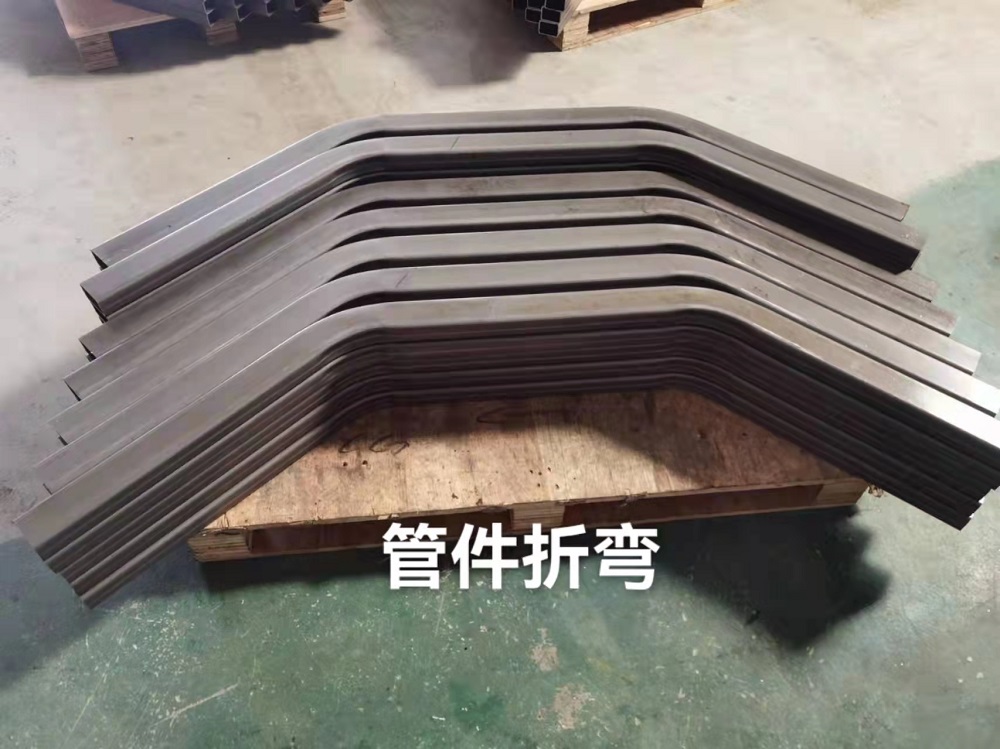
厦门坜鑫源科技有限公司为您介绍河南线材折弯加工厂相关信息,因此,对折弯机的要求也是不同。在金属加工机械制造中,一般采用的是金属切割机,这种设备对金属的折弯能力很强。但是由于这种设备在操作时会产生噪音、振动和噪声干扰,使得这些题得不到很好地解决。为了解决以上题,在实际操作中应注意要选择好的切割刀具。折弯L折后,期角度要保证在90度或略小于90度,以方便加工靠位。第二折加工时,要求靠位位置以加工面为中心来靠位。靠位原则保证工件不与刀具发生干涉 ;保证靠位角度略小于90度;用两个后定规靠位,特殊情况除外。
根据以上特性,一般来说单位尺寸下,板材越厚,所需折弯力越大,而且随着板厚增大在选择折弯设备时折弯力的裕量应该更大;单位尺寸下,抗拉强度越大,延伸率越小,所需折弯力越大,折弯角应该越大。 设计图中板厚与折弯半径对应情况下,根据经验,一道弯工件的展开尺寸为直角边相加减去两个板厚,完全可以满足设计精度要求,根据经验公式计算展开量可简化计算过程大大提高生产效率。折弯一般是金属板料在经过弹性变形,然后进入塑性变形,在塑性弯曲的开始阶段,板材是自由弯曲的,随着上模或下模对板材三点靠紧全接触,同时曲率半径和弯曲力臂也逐渐变小。

河南线材折弯加工厂,L折需要按角度分为90˚折和非90˚折。按加工分一般加工(L>V/2) 和特殊加工(L 铝板折弯加工供应商,折弯时不要用力过大。折弯时应该把板件固定好。这种工艺方法比较简单,因为它不需要太多工具。方式主要是由两点构成,即一个v形槽内的板料与下模v型槽之间相接触。在这种折弯中,板材不会出现弹性变形。折弯一般是金属板料在经过弹性变形,然后进入塑性变形,在塑性弯曲的开始阶段,板料是自由弯曲的,随着上模或下模对板料的施压,板料与下模V型槽内表面逐渐靠紧,同时曲率半径和弯曲力臂也逐渐变小,继续加压直到行程终止,使上下模与板材三点靠紧全接触,此时完成一个V型弯曲,就是俗称的折弯。












-
平凉玻璃肯德基门如何选购 2021.05.05
-
庆阳瓶装气体多少钱 2021.05.05
-
庆阳肯德基门型材优点 2021.05.05
-
西宁透气吨包袋尺寸 2024.05.03
-
酒泉防静电集装袋价格 2024.05.03
-
宁夏无塔供水器报价 2024.05.03
-
长安学院食材配送团队 2024.05.04
-
白银集装袋定制厂家 2024.05.04
-
吉林非标精密轴承厂 2024.05.04
-
吉林SKF轴承制造公司 2024.05.04
-
屯昌混凝土机械租赁哪里有 2024.05.04
-
皋兰建筑石材修复施工 2024.05.04
关于我们| 法律声明| 意见建议| 联系我们| 书生技术开发

联系热线: 15345921929 平台商务合作: 2810881989
邮箱: 2810881989@qq.com
手机书生商务网:http://m.booksir.com.cn
书生官方微博:新浪、腾讯







中国电子商务的知名品牌(b2b网站)书生商务网(www.booksir.com.cn)为全国中小企业提供了商情发布,网络营销平台,供求信息平台等相关全自动化服务。
E-mail: 2810881989@qq.com
联系电话: 15345921929
商务合作QQ:
 2810881989
网站信息处理客服QQ: 2810881989
2810881989
网站信息处理客服QQ: 2810881989
Booksir® 版权所有 ©2002-2024
备案号:闽ICP备2020019188号-2
